螺纹数控铣削的优点
传统的螺纹加工方法主要采用螺纹车刀车削螺纹或采用丝锥、板牙手工攻丝及套扣。随着数控加工技术的发展,尤其是三轴联动数控加工系统的出现,使更先进的螺纹加工方法——数控铣削得以实现。螺纹数控铣削加工与传统螺纹加工方式相比,主要有以下优点。
(1)螺纹铣削加工时,零件不动而刀具进行旋转铣削,而传统车削加工是零件旋转。在传统车削中非旋转体的螺纹加工会存在无法灵活装夹的问题,但采用铣削加工方法,该问题就会迎刃而解;同时加工零件的固定不动,也减少了机床运动负荷,提高了定位和加工精度。
(2)螺纹数控铣削加工时不受螺纹结构和螺纹旋向的限制。同一把螺纹铣刀可以加工螺距相同但直径不同的不同旋向的内、外螺纹。
(3)同一把螺纹铣刀可以通过修改刀具半径补偿值,将螺纹加工到任意公差带。而在传统方法中,丝锥磨损、加工螺纹尺寸小于公差后则无法继续使用,只能报废;但是当螺纹铣刀磨损、加工螺纹孔尺寸小于公差时,可通过数控系统进行必要的刀具半径补偿调整后,就可继续加工出尺寸合格的螺纹。
(4)由于螺纹铣刀没有导向部分,因此无需退刀槽或过渡扣即可靠近螺纹底部加工出精*深度的螺纹。
(5)螺纹铣刀的耐用度是丝锥的十多倍甚至数十倍。
(6)螺纹数控铣削加工效率高。目前螺纹铣刀的制造材料为硬质合金,加工线速度可达80m/min~200m/min,而高速钢丝锥的加工线速度仅为10m/ min~30m/min,故螺纹数控铣加工适合高速切削,提高了加工效率。
(7)螺纹数控铣削方法能够延长刀具使用寿命。高硬度材料和高温合金材料,如钛合金、镍基合金和钼合金的螺纹加工一直是一个比较困难的问题。主要是因为高速钢丝锥加工上述材料螺纹时,刀具寿命较短,而采用硬质合金螺纹铣刀则效果比较理想,刀具切削力大幅降低,解决了机床负荷太大、无法驱动丝锥正常加工的问题。
螺纹铣削数控程序的编制
螺纹铣削加工程序的编制,主要原理是采用G02、G03圆弧插补指令,即在二轴圆弧插补的同时加入第三轴直线插补,形成螺旋插补运动。螺纹铣削的数控程序,有很多种编制方法。
1.手工编程
对于走刀路线较简单的螺纹加工,我们可以通过简单计算,进行手工直接编程。例如用多齿螺纹刀片且有效长度大于螺纹长度的刀片加工螺纹,只要在螺纹轴向上走一个螺距,即可完成整个螺纹加工。下面是加工M16×1.5、长度为9mm的外螺纹数控程序。
G00 G42 X100 Y0 Z15
M03 S3000
G0 Z-9 (下降至螺纹长度) G01 X14.376 F100(刀具加工到螺纹底径处)
G02 X14.376 Y0 I-14.376 J0 Z-7.5(螺旋插补运动,同时Z向提高1个螺距1.5)
G01 G40 X100 Z15
M30
2.利用通用软件进行编程
NX是西门子公司出品的一套集CAD/CAM/CAE于一体的软件系统,它被广泛应用在汽车、航天和模具等加工行业。我们用到的螺纹铣削功能就是其CAM编程中功能之一。
首先进入“平面铣”或“钻孔”加工环境,并且在“创建操作”对话框中选择“THREAD_MILLING”子类型。然后根据需要设置相关选项和参数,由系统生产相应的加工程序。
3.利用专用软件编程
各家刀具厂商,一般会根据自己的螺纹铣刀提供一套专用编程软件,例如以色列瓦格斯刀具商(Vardex)提供的Vardex TM Gen螺纹铣削编程软件、山高刀具商(SECO)提供的螺纹铣削向导软件,以及肯纳公司提供的KThread_Milling,这些专用软件,都是很好的螺纹铣削编程专用软件,大家可以根据自己在实际应用中的特点,选择不同的专用软件进行螺纹铣削数控编程。
螺纹数控铣削实际应用
由于螺纹铣削加工的诸多优势,目前很多的制造企业已较广泛地采用了螺纹数控铣削工艺。在加工某发动机复杂零件的接嘴螺纹时,经过试验研究,也采用了螺纹铣削方法,取得了较好的效果,下面就这一过程及工艺方法作简要介绍。
1.零件的特点及加工难点
某复杂零件是发动机上的重要零件,其接嘴螺纹部分如果采用车削螺纹,零件的主体与接嘴并非同一旋转中*,给装夹定位带来一定的困难,但是采用铣加工螺纹的方法,则可很方便地进行装夹和加工。
2.刀具的选择
在螺纹铣削加工中,三轴联动数控机床和螺纹铣削刀具是*备的两要素。以下介绍几种常见的螺纹铣刀类型。
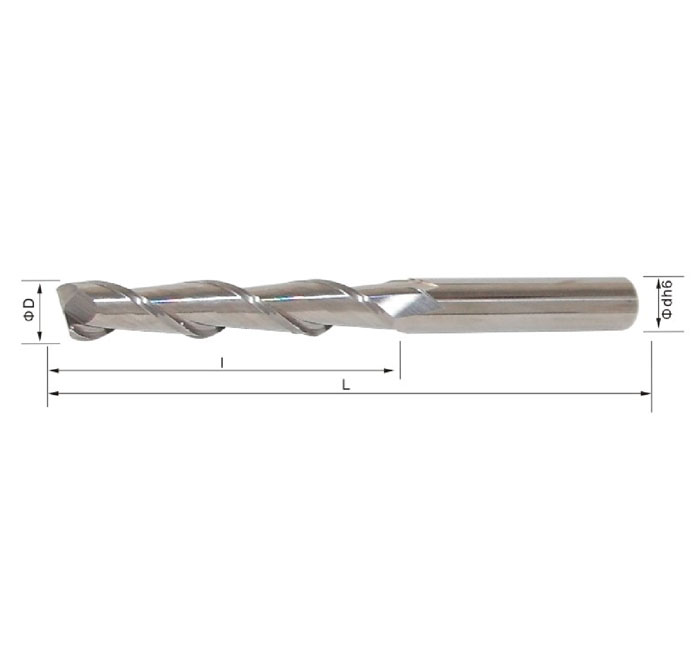
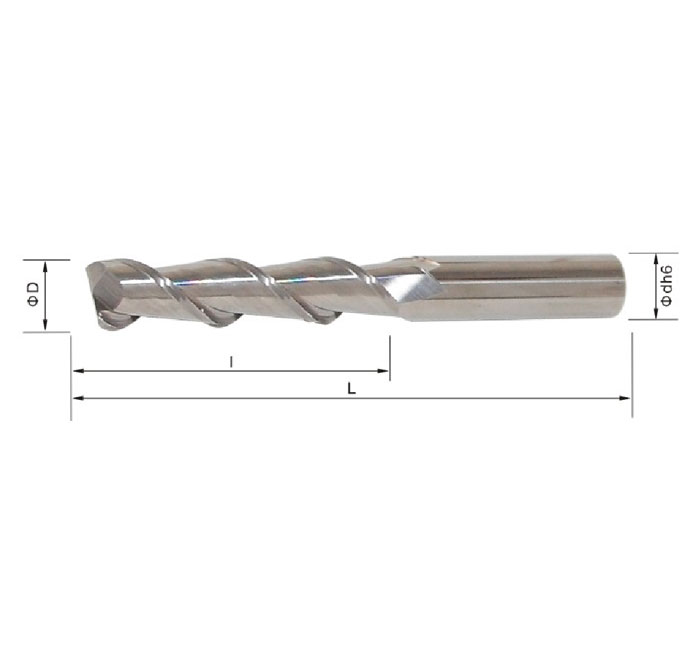
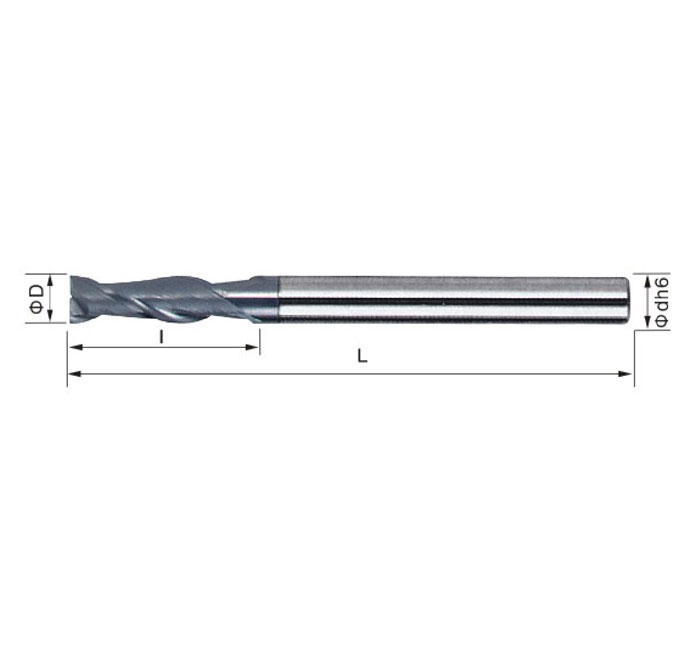
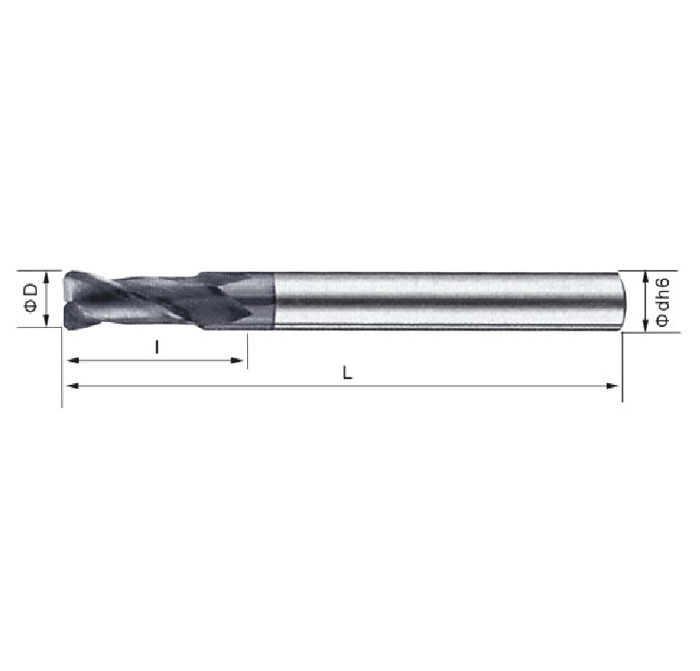
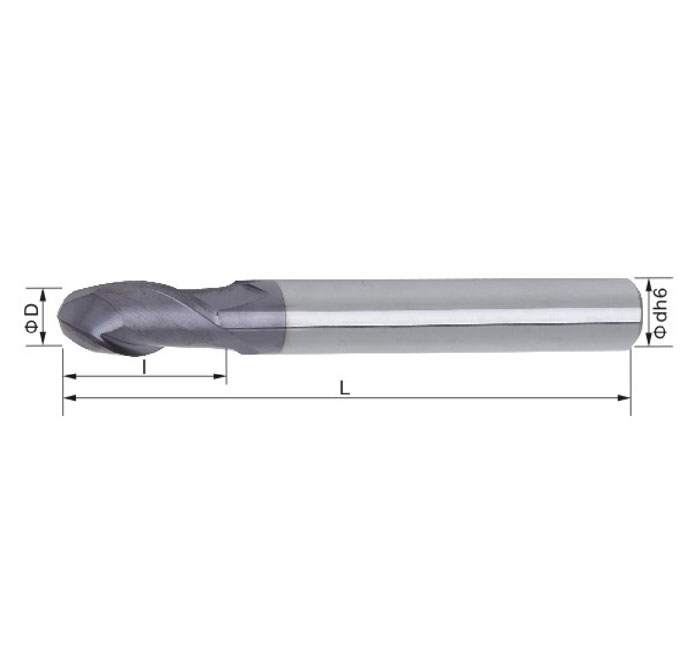
(1)圆柱螺纹铣刀
圆柱螺纹铣刀在加工中的螺旋升程靠机床运动实现。由于这种特殊结构,使该刀具既可加工右旋螺纹,也可加工左旋螺纹,但不适用于较大螺距螺纹的加工,适合铣削中小直径螺纹,切削平稳,耐用度高。缺点是刀具制造成本较高,价格昂贵。
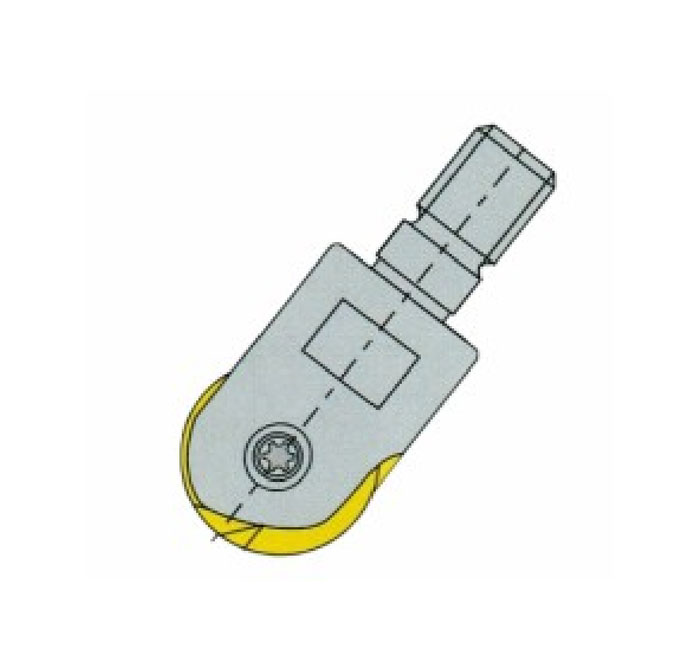
(2)机夹螺纹铣刀及刀片
机夹螺纹铣刀适用于较大直径(如D>25mm)的螺纹加工。其特点是刀片易于制造,价格较低。机夹螺纹铣刀的优点是,易于更换刀片,从而降低了加工成本。
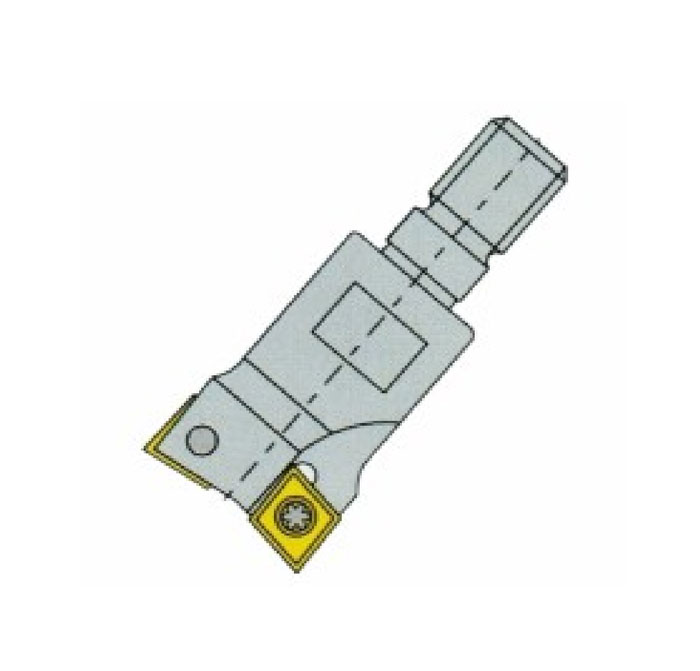
(3)组合式多工位专用螺纹镗铣刀
组合式多工位专用螺纹镗铣刀的特点是一刀多刃,一次完成多工位的加工,可节省换刀等辅助时间,显著提高生产率。组合刀具可一次加工完成工件需加工内螺纹、倒角和平台。